



国产精品免费视频网站丨日韩a毛片免费观看丨欧美日韩中文在线不卡丨欧亚精品乱码久久久久久丨1000部夫妻午夜免费丨国产精品久久久久久久久一级无码丨日欧片内射AV影院频道丨97色伦图片 三菱PLC編程實例:數控機床PLC兩軸聯動控制簡析
国产精品免费视频网站丨日韩a毛片免费观看丨欧美日韩中文在线不卡丨欧亚精品乱码久久久久久丨1000部夫妻午夜免费丨国产精品久久久久久久久一级无码丨日欧片内射AV影院频道丨97色伦图片 三菱PLC編程實例:數控機床PLC兩軸聯動控制簡析
時間:2015-12-30 來源:未知 作者:admin 點擊:25317次
摘要:通過實例介紹三菱PLC運動控制模塊FX2N-20GM在兩軸聯動控制的具體控制方案,解決復雜工件的加工。該控制程序設計邏輯簡單、可移植性高,并可推廣到多軸聯動的場合,因而易于在機械加工領城中廣泛使用。(三菱PLC兩軸聯動控制、FX2N-20GM實例)
許多復雜的零件部件在加工時,由于外形比較復雜(如發動機殼體、曲軸等),單軸車床往往滿足不了加工條件,這就需要利用多軸聯動數控車床。
而這類加工的控制過程需要用到一些數控程序,在當代工業控制領域中,PLC一直擁有不可比擬的優越性,而工業控制水平的日趨提高也給PLC提出了更高的控制要求。在這樣大環境下,許多人開始致力于PLC特殊功能模塊的開發、研究工作。本文介紹的FX2N-20GM便是三菱公司針對數控機床X,Z軸的運動專門研制的定位模塊。其高度的針對性為簡化程序設計和提高加工梢度都提供了很大的便利。
本次實例使用到的是三菱FX2N-80MT PLC及其特殊功能模塊FX2N-20GM, HJD-4試驗臺。該試驗臺包含控制過程中所需的繼電器、高低版觸點以及開關、按鈕及數控機床1臺。數控機床中的步進電機及其驅動器的型號分別是57BYG250E和SH-20806C。
1、運動控制模塊簡介
PLC通過使用專用的定位控制模塊,可以對直線運動、圓周運動的位置,速度和加速度進行控制,也可實現單軸或多軸位置控制,使運動控制與順序控制有機地結合起來,廣泛地用于各種通用機械、專用機床、機器人、電梯等。三菱公司生產的定位控制模塊,屬于智能I/O模塊,其本身就是一個帶有微處理器的汁算機系統,有很強的信息處理能力和控制功能,其CPU與PLC本身的CPU并行工作,大大提高了系統的速度和控制功能。
PX2N系列定位控制摸塊PX2N-20GM是能夠獨立進行2軸定位控制的裝置,不僅具備定位控制語言、編程控制語言,還其有進行數據處理的功能指令,因此可以獨立進行更高級的定位控制。
2、外部接線圈
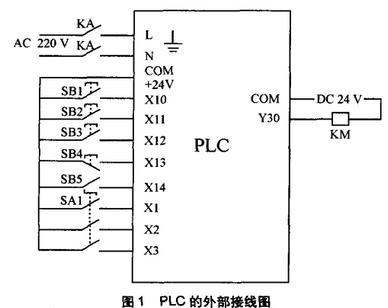
本次實例使用的PLC的外部接線如圖1所示。PLC所完成的功能有X,Z兩軸單獨運動、兩軸聯動、運動方式選擇及復位功能。相對應的功能分配分別是:SA1,動作選擇;SB1,兩軸聯動開始按鈕;SB5,兩軸聯動停止按鈕;SB2,前進按鈕;SB3,后退按鈕;SB4,復位按鈕;KM,觸點控制總電源開關。
3、硬件設計
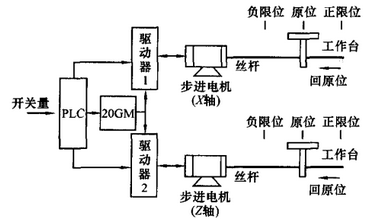
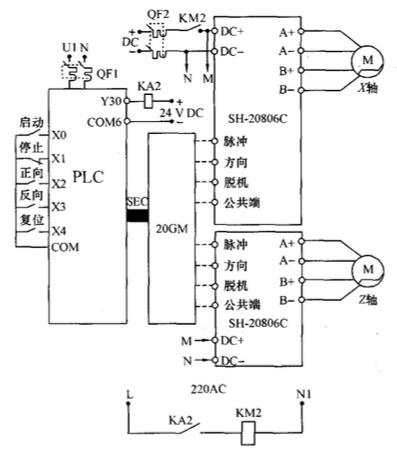
兩軸聯動控制系統原理見圖2,控制硬件接線見圖3。
4、軟件設計
X,Z軸的程序設計是針對20GM編制程序的。由PLC發出的數據將通過程序傳送到20GM緩沖區BMF中。20GM針對X,Z兩軸的運動有專門的緩沖區(BFM#20和BMF#21),每個緩沖區有2個字,即16位的容量,每一位都代表了不同的運動特性,其緩沖區程序位設置格式如圖4所示。20號緩沖區設置同步2軸和X軸的運行方式,21號緩沖區設置Y軸的運行方式。
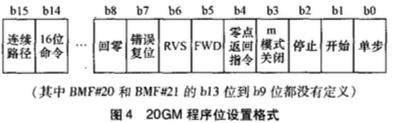
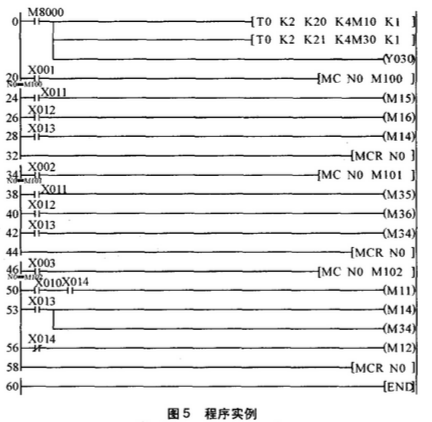
圖5是程序實例。圖中,M8000是當PLC得電的時候處于得電狀態,PLC失電時觸點同時斷電。M8000控制的兩條TO指令是特殊功能摸塊寫數據指令,是PLC對特殊功能模塊緩沖器BFM寫入數據的指令,該指令的含義是,當M8000得電時,將PLC的K4M10(M10...M25)16位和K4M30(M30...M45)16位為傳送源數據傳送至2號單元中特殊功能模塊的BMF20和BMF21號中,傳送字數各1個。
FX2N-20GM把對數控機床的軸動作方式劃分成緩沖區內不同的位,針對不同動作方式,我們的設計程序中只需將該位置位即可,這大大簡化了程序的邏輯關系,為設計者和使用者都提供了便利。
5、結論
該設計其有以下特點:
1) 程序邏粉簡單
由于特殊模塊的完全針對性,數控機床所有軸動作都囊括在緩沖區的每一位中,如果需要對其中一種路徑進行動作,只需要將該位置位,所有的路徑處理都將在FXVPS-E中完成,便于程序的理解。
2) 可移植性高
在不影響本身邏輯關系和程序設計的情況下,該程序的完位設計讓它可以隨意加入數控機床其他控制的程序之中。
3) 根據復雜零部件曲面形式,通過對數控機床、刀具、夾具及等加工過程映射構建,可以仿真多軸聯動數控加工環境。
許多復雜的零件部件在加工時,由于外形比較復雜(如發動機殼體、曲軸等),單軸車床往往滿足不了加工條件,這就需要利用多軸聯動數控車床。
而這類加工的控制過程需要用到一些數控程序,在當代工業控制領域中,PLC一直擁有不可比擬的優越性,而工業控制水平的日趨提高也給PLC提出了更高的控制要求。在這樣大環境下,許多人開始致力于PLC特殊功能模塊的開發、研究工作。本文介紹的FX2N-20GM便是三菱公司針對數控機床X,Z軸的運動專門研制的定位模塊。其高度的針對性為簡化程序設計和提高加工梢度都提供了很大的便利。
本次實例使用到的是三菱FX2N-80MT PLC及其特殊功能模塊FX2N-20GM, HJD-4試驗臺。該試驗臺包含控制過程中所需的繼電器、高低版觸點以及開關、按鈕及數控機床1臺。數控機床中的步進電機及其驅動器的型號分別是57BYG250E和SH-20806C。
1、運動控制模塊簡介
PLC通過使用專用的定位控制模塊,可以對直線運動、圓周運動的位置,速度和加速度進行控制,也可實現單軸或多軸位置控制,使運動控制與順序控制有機地結合起來,廣泛地用于各種通用機械、專用機床、機器人、電梯等。三菱公司生產的定位控制模塊,屬于智能I/O模塊,其本身就是一個帶有微處理器的汁算機系統,有很強的信息處理能力和控制功能,其CPU與PLC本身的CPU并行工作,大大提高了系統的速度和控制功能。
PX2N系列定位控制摸塊PX2N-20GM是能夠獨立進行2軸定位控制的裝置,不僅具備定位控制語言、編程控制語言,還其有進行數據處理的功能指令,因此可以獨立進行更高級的定位控制。
2、外部接線圈
本次實例使用的PLC的外部接線如圖1所示。PLC所完成的功能有X,Z兩軸單獨運動、兩軸聯動、運動方式選擇及復位功能。相對應的功能分配分別是:SA1,動作選擇;SB1,兩軸聯動開始按鈕;SB5,兩軸聯動停止按鈕;SB2,前進按鈕;SB3,后退按鈕;SB4,復位按鈕;KM,觸點控制總電源開關。
3、硬件設計
兩軸聯動控制系統原理見圖2,控制硬件接線見圖3。
圖2
圖3
在步進電機、驅動器的主控電路以及PLC外圍的繼電器KA2和接觸器KM2編出線路已接好的情況下,合上自動開關QF1和QF2。將編程電纜連于PLC上,利用PC機上的編程軟件“FXGP/WiN-C"向PLC輸人PLC控制程序(此時,PLC的狀態開關拔向編程位置“STOP” )。將編程電纜連于FX2N-20GM上,利用PC機上的定位軟件“FXVPS-E”向FX2N-20GM輸入定位程序(此時,20GM的狀態開關拔向手動位置“MANU”)。將PLC的狀態開關拔向運行位置“RUN”,運行PLC,接觸器KM2的主觸頭閉合,驅動器SH-20806C得電。將20GM的狀態開關拔向自動位“AUTO”。按"復位"按鈕,X軸與Z軸復位;按“啟動”按鈕,運行20GM;按“停止”按鈕,20GM停止運行。將PLC左下角的拔動開關拔向編程位置“STOP”或PLC斷電,接觸器KM2的主觸頭斷開,驅動器SH-20806C斷電。4、軟件設計
X,Z軸的程序設計是針對20GM編制程序的。由PLC發出的數據將通過程序傳送到20GM緩沖區BMF中。20GM針對X,Z兩軸的運動有專門的緩沖區(BFM#20和BMF#21),每個緩沖區有2個字,即16位的容量,每一位都代表了不同的運動特性,其緩沖區程序位設置格式如圖4所示。20號緩沖區設置同步2軸和X軸的運行方式,21號緩沖區設置Y軸的運行方式。
圖5是程序實例。圖中,M8000是當PLC得電的時候處于得電狀態,PLC失電時觸點同時斷電。M8000控制的兩條TO指令是特殊功能摸塊寫數據指令,是PLC對特殊功能模塊緩沖器BFM寫入數據的指令,該指令的含義是,當M8000得電時,將PLC的K4M10(M10...M25)16位和K4M30(M30...M45)16位為傳送源數據傳送至2號單元中特殊功能模塊的BMF20和BMF21號中,傳送字數各1個。
FX2N-20GM把對數控機床的軸動作方式劃分成緩沖區內不同的位,針對不同動作方式,我們的設計程序中只需將該位置位即可,這大大簡化了程序的邏輯關系,為設計者和使用者都提供了便利。
5、結論
該設計其有以下特點:
1) 程序邏粉簡單
由于特殊模塊的完全針對性,數控機床所有軸動作都囊括在緩沖區的每一位中,如果需要對其中一種路徑進行動作,只需要將該位置位,所有的路徑處理都將在FXVPS-E中完成,便于程序的理解。
2) 可移植性高
在不影響本身邏輯關系和程序設計的情況下,該程序的完位設計讓它可以隨意加入數控機床其他控制的程序之中。
3) 根據復雜零部件曲面形式,通過對數控機床、刀具、夾具及等加工過程映射構建,可以仿真多軸聯動數控加工環境。
綜合考慮,該設汁具有維護性強、操作穩定的優點,其應用可以大大的降低投資成本,宜被推廣采川。
三菱FX系列PLC及模塊大量現貨,三菱FX2N-20GM價格好!
本頁關鍵詞:三菱PLC編程實例,三菱PLC兩軸聯動控制,FX2N-20GM實例