



国产精品免费视频网站丨日韩a毛片免费观看丨欧美日韩中文在线不卡丨欧亚精品乱码久久久久久丨1000部夫妻午夜免费丨国产精品久久久久久久久一级无码丨日欧片内射AV影院频道丨97色伦图片 淺談PLC在貼箱機中的實際應用
1、引言
現代商業生產流通領域中,產品都離不開包裝。如牛奶包裝箱、水果包裝箱等。而包裝紙箱的生產中貼箱機每天處理幾十萬件應是一件量非常大的生產任務,如果不能實現自動化的生產,將會消耗大量的勞動力,而且效率和質量方面都很難提高。本設計就是將PLC應用于貼箱機系統中,從而使紙箱的生產實現自動化,其主要的任務是如何將紙板加工成型,打包成捆,如何進行生產過程中的自動控制,它是機電一體的紙箱機械產品。總之在保證工藝控制要求的情況下,大大提高了生產效率,有很廣闊的市場前景。
2、系統控制特點及工藝
2.1 控制要求及特點
(1) 吸附進紙,確保了紙板吸進紙的位置準確;
(2) 折疊部上下傳輸帶夾緊紙板送紙、左右吸附腔吸附送紙和運轉與眾不同的兩側豎帶夾緊紙板送紙相互配合,確保折疊紙無歪斜;
(3) 左右下糾偏帶各配增減速器,折疊時摩擦強制前后扯動紙板糾偏效果明顯;
(4) 采用嶄新的分垛逐出裝置技術,比國外先進的相似裝置的性能更為穩定可靠、運行更為迅速。遇不良紙板時卡紙混亂幾率大幅度降低;
(5) 人機界面化,可顯示生產速度,紙張數及相關的參數;
(6) 實現了A/M的控制方式。
2.2 工藝簡介
本系統以PLC為核心,由于該系統所帶負載不大,可用一臺達變頻器帶動一臺3.7kW的異步電動機,該電機拖動主傳遞裝置。當物料準備好后,離合器合閘即將送料,左右電機定紙箱的大小,用轉速檢測裝置測速度,用光電傳感器檢測紙箱的位置信號,從而使伺服機工作。觸摸屏可以實現友好的人機界面,可以在線的監視系統的運行情況,并進行相應的參數修改。紙板料從平放臺進入機器到完成加工全實現了自動化,其工藝簡圖參見圖1。
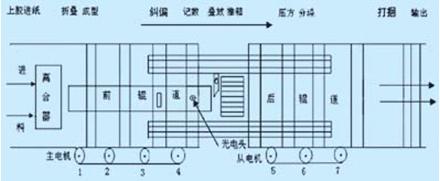
圖1 系統工藝簡圖
整個軌道是紙板成型的通道,軌道的形狀決定紙板所加工紙箱的形狀,以下對各個主要部件做簡單的介紹。
(1) 進料裝置
由于紙板是流水線加工的,當工作臺上放有足夠多的加工紙板時,才能進入平穩連續,不重疊的工作狀態,提高了生產率;
(2) 輥矯直機
為了讓紙板經過時垂直于傳送帶,并使其緊貼軌道以便紙板較為準確地成型;
(3) 測速檢測
用抗干擾能力強的接近開關作為傳感器,并將其所產生的脈沖信號給PLC的高速計數器;
(4) 傳送裝置
由電動機帶動,它控制主生產線的速度,并由變頻器進行控制;
(5) 紙板矯正
主要由位置信號傳感器和伺服系統組成,它主要是矯正成型的紙箱在軌道上的位置偏移,并為后序的紙箱打包做好準備;
(6) 記數傳感器
檢測軌道上的紙箱數,以便定量打捆;
(7) 紙箱疊放臺
把傳送的紙箱給疊放,定數量給推出;
(8) 打捆
將定數量的紙箱捆扎好。
3、控制系統設計
紙板加工成型過程,有一套嚴格的工藝流程,為了滿足系統的控制要求,采用PLC、變頻器、伺服機、人機界面及高性能的傳感器相結合,有效地解決了實際問題。同時也使系統的構成簡單,功能強大,可靠性、可操作性和可視性都提高了。
3.1 系統的硬件構成
該系統PLC采用OMRON公司的CPM1A-30CDT-A,30點I/O口,18點輸入,12點輸出,且還留有擴展的余地。該機型屬于歐姆龍公司C系列的小型機,結構緊湊,功能性強,有很好的性能價格比。變頻器(VFD-B-5.5kW)和伺服裝置(AC servo HO系列)以及觸摸屏(PWS717-STN)都采用了功能性比較強的臺達系列產品。各硬件構成可見圖2的硬件構成框圖。
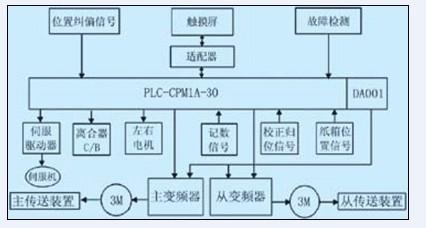
圖2 系統硬件構成框圖
3.2 變頻器
本系統采用了較為先進的臺達變頻器進行調速,它調速方便可靠,且調速的精度高。為了適應這種工藝負載,需要在調速時使電動機輸出恒定的轉矩,應用V/F控制特性的變頻器在基頻應用V/F控制特性的變頻器在基頻(臺達A型機的參數是Pr04)以下調速。本系統應用兩臺臺達變頻器,它們是主從的關系,即從變頻器的頻率的給定必須得跟隨主變頻器的給定頻率的變化,且保證從變頻器的頻率輸出略高于主變頻器的頻率輸出。
3.3 伺服糾偏裝置
由于紙板在軌道上傳送時,難免會出現位置偏差,這就得需要有能夠快速矯正其位置的器件,而伺服電動機正好具備這樣的功能。它把輸入的控制電壓信號變為輸出的角位移或角速度,加上控制電壓,它便馬上旋轉,去掉控制電壓又馬上停轉,轉速高低與控制電壓成正比。此裝置具有轉動慣量小,摩擦轉矩小,運行平穩,噪聲小等特點。這里主要利用伺服驅動器對伺服電機的運動特性進行設置,并采用了速度和位置相結合的PID調節,從而使紙箱的位置得到很好的糾正。
4、軟件設計
4.1 人機界面的設置
要很好的對系統進行控制和監視,就得利用觸摸屏。在前先確定好相應設備和信號的端口地址,然后利用觸摸屏的編程軟件——ADP軟件進行界面設置。下圖觸摸屏的主控畫面,它具有友好的人機交流性。通過對觸摸屏的操作,我們很容易的了解和監視系統的運行情況,并可以方便的改變系統的運行參數。其主菜單的設計如圖3所示。
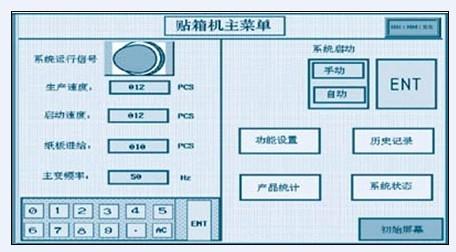
圖3 主菜單界面圖
4.2 PLC的程序設計
為了能使系統各部分協調有序、安全可靠地運行就得配以比較優化的軟件程序。整個軟件程序采用模塊化編程的方法,便于調試、修改及擴充,它主要包含三部分:通行協議部分、參數設置部分和自動運行控制部分,程序總的控制框圖如圖4所示。
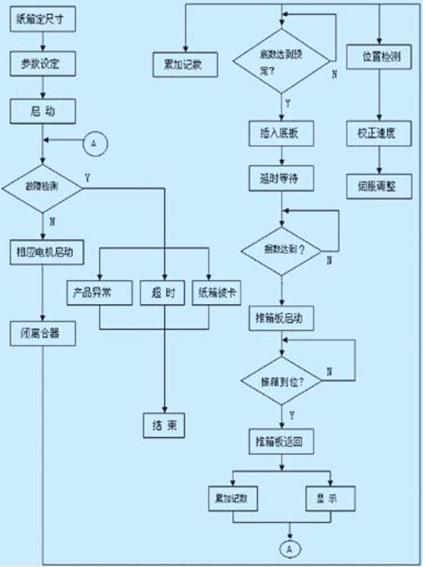
圖4 程序流程圖
4.3 軟件的可靠性設計
軟件的可靠性措施主要包括3個故障檢測程序:
(1) 時間故障檢測程序:將工序執行時間某一時間余量作為定時控制時間,超時則報警并停產;
(2) 信號比較檢測程序:建立故障掃描時鐘,使自動式在運行過程中能自動檢測出各段單元,從而清除故障;
(3) 當紙板被卡主或重疊時,進行報警或減速停機。
5、結束語
紙板成型過程的控制,由于PLC及相關的高性能設備引入,解決了繁冗工作生產,實現了全自動化的生產,其產品的質量和產量都得到了顯著的提高。總之在保證工藝控制要求和產品質量的情況下,大大提高了生產效率,有很廣闊的市場前景。