



国产精品免费视频网站丨日韩a毛片免费观看丨欧美日韩中文在线不卡丨欧亚精品乱码久久久久久丨1000部夫妻午夜免费丨国产精品久久久久久久久一级无码丨日欧片内射AV影院频道丨97色伦图片 三菱FX1N系列PLC在套管燙印切斷機中的應用
1 引言
在電容器等分立式電子元器件生產過程中,套管燙印切斷機是實現元器件外殼套管連續自動傳送、熱燙印商標、切斷的設備。由于本公司在國內同行業中起步較早,國內無法找到這種專用設備。考慮進口設備價值太高,而且不一定能適合本司要求,公司與南通大學聯合開發了這套套管自動燙印和切斷設備。它能夠適應各種規格批次,具有定長控制準確、生產效率高等特點。
2 工藝參數及調節范圍及控制精度要求
2.1 工藝參數
(1) 套管折徑寬度:30~170mm;
(2) 套管厚度:0.1~0.5mm;
(3) 燙金紙寬度:60±1mm。
2.2 調節范圍及控制精度要求
(1) 進給長度:1~500mm連續可調,誤差范圍±0.5%;
(2) 進給速度:40~450mm/s連續可調;
(3) 燙金頭溫度:10℃~300℃連續可調;
(4) 燙金時間:0.00~2.00s連續可調;
(5) 進給長度:1~300mm連續可調,誤差范圍±2%;
(6) 進給速度:120~300mm/s連續可調。
3 系統硬件構成
系統主控制采用FX1N PLC,它是三菱公司推出的超小型可編程序控制器。它具有緊湊的機身設計,電源、CPU、存儲器、輸出輸入組成一個單元的可編程序控制器,同時在AC電源DC輸入型中內置傳感器用的DC24V供應電源。具有一定的擴展單元,可使用FX0N系列和FX2N系列的擴展模塊和擴展單元,輸入輸出擴展設備最大可擴展至128點。強大的指令功能,支持輸入輸出高速處理,如高速計數、脈沖輸出功能。可進行各種鏈接,便于與人機介面鏈接以及較高的性價比。無疑能夠滿足我們控制的需要。
燙金加熱溫控采用FX2N-2LC溫控擴展模塊,省去老式溫控器,無須模擬量模塊就可輕松將溫度值傳至人機介面,達到溫度的精確控制。
套管定長輸送由三菱公司的MR-J2S-40A交流伺服放大器與HC-KFS43伺服電機構成。
燙金紙定長輸送系統采用日本東方電機出品的UPK569AJW步進機構。
三菱公司的F940GOT-SWD-C觸摸屏構成人機的交換窗口。F940GOT-SWD-C為5.7英寸8彩色人機介面,具有許多特點:與外界鏈接方便,通過自帶RS-422接口、RS-232C接口實現編程與PLC通信;闊視角的液晶顯示,具有LCD背光照明功能,即使無光照也能看清顯示內容;內置FX-10P功能使PLC順序程序的調試及保養變得方便,在F940GOT輕松完成PLC程序的讀出、寫入、插入、刪除、監控;通過菜單設定可以顯示日文、英文、韓文、及中文漢字,提供豐富的圖形編輯功能;通過定義觸摸鍵替代普通控制按鈕作為控制鍵;為保護PLC程序,可以設定密碼,禁止讀出與寫入。
4 工作原理與控制方案
整機工作原理示意圖如圖1所示。套管定長傳送過程實現:PLC的Y1發出伺服脈沖,通過MR-J2S-40A交流伺服放大器驅動HC-KFS43伺服電機,再經過減速機帶動主動輥1,帶動套管定長傳送。套管長度、傳送速度、產品數量的檢查、設定全部在人機介面完成。并且可以預設目標數量,到達自動停機。對于套管有無、位置偏移的檢測全部有傳感器接受,傳至PLC與人機介面,完成準確報警內容。
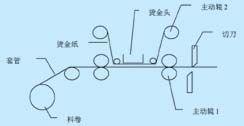
圖1 整機工作原理示意圖
燙金紙定長傳送過程實現:PLC的Y0發出步進脈沖,UPK569AJW步進機構帶動主動輥2實現定長傳送。燙金紙長度、傳送速度設定全部在人機介面完成。
燙金過程實現:氣缸帶動燙金頭作往復運動,燙金延時時間可調節。
5 程序設計
5.1 PLC的I/O分配
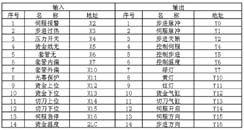
PLC的I/O分配參見附表:
附表 I/O地址分配表
5.2 人機界面設計
人機界面選用觸摸屏技術。觸摸屏顯示共有14個顯示畫面,畫面顯示層次以及相應畫面進入、退出的觸摸鍵名稱如下所示:

(1) 燙金紙點動按下此鍵,則進入“手動操作[燙金紙點動]”畫面,同時接通步進電機(燙金紙拖動電機)系統部分的電源。然后即可對燙金紙進行參數設定、進給控制和狀態監測;
(2) 套管帶點動按下此鍵,則進入“手動操作[套管帶點動]”畫面,同時接通伺服電機(套管帶拖動電機)系統部分的電源。然后即可對套管帶進行參數設定、進給控制和狀態監測;
(3) 加熱管控制按下此鍵,則進入“手動操作[加熱管控制]”畫面,同時接通加熱管系統部分的電源。然后即可對加熱管進行進給參數設定、溫度控制和監測;
(4) 氣缸控制按下此鍵,則進入“手動操作[氣缸控制]”畫面,即可單獨對燙金頭氣缸和切刀氣缸進行上/下控制和檢測;
(5) 傳感檢測按下此鍵,則進入“手動操作[傳感檢測]”畫面,即可監測各種傳感器信號,這些信號包括:燙金紙有無、套管帶有無、套管帶上偏、套管帶下偏、氣缸壓力、伺服急停、光幕保護;
(6) 三色燈檢測按下此鍵,則進入“手動操作[三色燈檢測]”畫面,即可對三色燈進行檢測;
(7) 單動裁切設置套管帶的進給長度、速度;單動裁切套管;監測單動裁切過程中的各種運行狀態;
(8) 自動裁切設置套管帶的進給長度、速度;自動連續裁切套管;監測自動裁切過程中的各種運行狀態;
(9) 單動燙金裁切設置燙金紙、套管帶的進給長度、速度;加熱管(燙金頭)的燙金溫度、燙金時間;單動燙金和裁切,監測單動燙金裁切過程中的各種運行狀態;
(10) 自動燙金裁切設置燙金紙、套管帶的進給長度、速度;加熱管(燙金頭)的燙金溫度、燙金時間;自動連續地燙金和裁切,監測自動燙金裁切過程中的各種運行狀態。
5.3 控制程序設計
PLC軟件采用FXGP-WIN-C編寫。長度控制部分程序參見圖2。
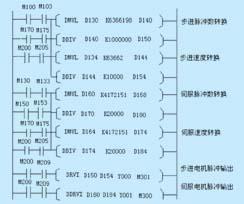
圖2 長度控制部分程序梯形圖
6 結束語
經過使用證明采用PLC控制的套管燙印切斷機,不僅大大的降低了人員勞動強度,減少中間環節,而且提高了產品成品率。采用人機介面,不必太多控制按鈕便可實現手動、自動等多種功能,增進了人員與設備的信息交流,數據的修改、故障報警的識別變得易如反掌。