



国产精品免费视频网站丨日韩a毛片免费观看丨欧美日韩中文在线不卡丨欧亚精品乱码久久久久久丨1000部夫妻午夜免费丨国产精品久久久久久久久一级无码丨日欧片内射AV影院频道丨97色伦图片 三菱PLC應用:機械手定位控制中的應用
廣州圓豐自動化科技有限公司
電話:020-28988821 傳真:020-34108771 QQ:1134596670
公司網址:http://cypssb.com E-Mail:sales@gzyuanf.com
【摘要】本文以YL-335B型自動生產線實訓考核裝置為背景,以傳輸單元為例重點講述了PLC對機械手自由轉動的控制,指出伺服電機在機械手定位中的應用,大大提高了置位的準確度,并用PLC對其進行速度控制,增強了其應用性。該設備使用效果良好,成本低,同時具備在三維空間內大范圍作業的功能。
引言
自動化生產線是由自動執行裝置,經各種檢測裝置,按生產工藝要求的程序,自動進行生產作業的流水線。其綜合應用機械技術、控制技術、傳感技術、驅動技術、網絡技術等。機械手廣泛使用到自動化生產線中的裝卸工件、定位夾緊、工件在工序間的輸送和包裝等部分。
1硬件組成
1.1 FX1N系列PLC
本文選擇的PLC類型為FX1N系列,因為該系列是一款功能很強大的小型PLC。特別是所具有的定位和脈沖輸出功能,使得在不增加其它運動控制模塊的情況下,可以直接對伺服系統進行控制。而且由于需要輸出驅動伺服電機的高速脈沖,PLC應采用晶體管輸出型。同時要實現機械手三個自由度(包括升降、伸縮、氣動手指夾緊/松開和沿垂直軸旋轉的四維運動)的控制所需的I/O點較多。基于上述考慮,選用三菱FX1N-40MT PLC,共24個輸入點,16個晶體管輸出。
1.2伺服電機及其驅動器
伺服電機和伺服驅動器需要一起配合使用組成伺服系統。在YL-335B的輸送單元中,采用了松下MHMD022P1U永磁同步交流伺服電機及MADDT1207003全數字交流永磁同步伺服驅動裝置作為運輸機械手的運動控制裝置。松下的伺服驅動器有位置控制、速度控制、轉矩控制、位置/速度控制、位置/轉矩、速度/轉矩、全閉環控制這七種控制運行方式。伺服系統用作定位控制時是一個三閉環控制系統,位置環作為外環,電流環和速度環是兩個內環,這樣的系統結構提高了系統的快速性、穩定性和抗干擾能力。在足夠高的開環增益下,系統的穩態誤差接近為零。值得注意的是伺服驅動器投入使用之前必須對一些重要參數進行設定,才能達到控制的目的,可以通過調試軟件或者驅動器上的面板進行設置。
1.3機械手裝置
(1)傳感器
本文介紹的裝置是通過安裝傳感器發送控制信號以實現機械手自由度的準確控制,保證每個工序依次按要求正常工作。因此在本設備中的關鍵部位均裝有磁性開關作為控制信號輸入到PLC以便對機械手工作狀態進行正確反應及控制。
(2)電磁閥
針對機械手工作要求,機械手由氣爪、伸縮氣缸、回轉氣缸和提升氣缸組成。其中氣爪和回轉氣缸由二位五通雙向電控閥控制,伸縮氣缸和提升氣缸由二位五通單向電控閥控制。2電氣控制設計機械手的工作過程實際包括兩個方面,一是電機驅動機械手的定位控制,二是機械手到各工作單元物料臺上抓取或放下工件,其工作流程如圖1所示。

圖1機械手工作流
通過分析得知在機械手工作過程中主要需要對其初態回原點復位和定位進行控制。本文以初態回原點復位為例說明采用FX1N絕對位置控制指令對伺服電機定位進行控制。FX1N絕對位置控制指令分別有原點回歸指令FNC156(ZRN)、相對位置控制FNC158(DRVI)、絕對位置控制FNC159(DRVA)。原點回歸指令主要用于上電時和初始運行時,搜索和記錄原點位置信息。相對位置控制指令是指定當前位置到目標位置的位移量(以帶符號的脈沖數表示),絕對位置控制指令是直接指定目標位置對于原點的坐標值(以帶符號的脈沖數表示)。初態回原點復位程序如圖2所示
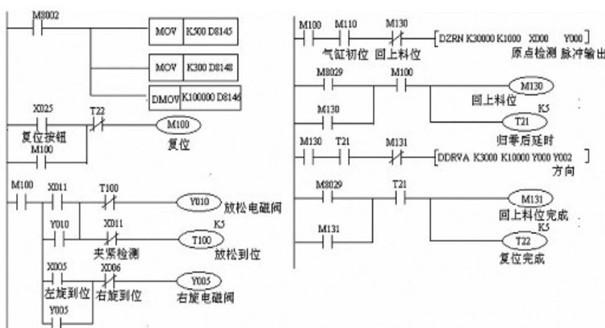
圖2 初態回原點復位程序
總結
PLC—交流伺服的位置控制系統控制靈活,響應迅速,通過在YL-335B上的應用表明,PLC—交流伺服的位置控制系統定位精準、重復精度高,工作可靠,適合應用于工業中單調、頻繁的搬運和抓取工作
責任編輯:三菱PLC www.cypssb.com
相關關鍵詞:三菱PLC,三菱FX1N系列PLC,三菱FX系列PLC,三菱A系列PLC